关键词 |
阳泉市电路灯,市电路灯杆价格,阳泉市电路灯,市电路灯报价 |
面向地区 |
全国 |
灯具仰角
1、灯具仰角街道宽度及灯具的配光曲线来决定,每条街道的仰角应一致。
2、灯头可调时,应使光源中心线落在路宽的L/3-1/2范围内。
3、对长臂灯(或支臂灯)灯身在安装后,灯头侧应比电杆侧仰起100毫米。
4、特殊灯具应根据配光曲线来决定灯具仰角。
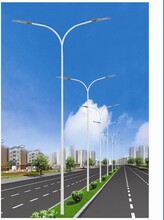
市电路灯主要适用于交通干道、工业园区、市中心等场景。这些地方都有相对稳定的电网,所以市电路灯可以夜间照明的质量,保障人们的出行安全。
5-35米可以定做,多种颜色可供选择; 模块化集成设计,安装及维护便捷; 有效节能,延长整灯使用寿命; 专利透镜,蝙蝠翼型配光,使光线分布更加均匀。 适用于现代化城市、广场、工业园区等场所的道路照明。
卷杆焊接
泰耀照明工序
卷杆:锥度比正常情况在千分之11-13,大千分比不超过9-15,否则变形量会很大
口径误差:锥度杆下口径一般在5mm左右,八角杆和12边形杆下口径一般5-10mm
泰耀照明焊接:薄板4mm以内,每米有气孔、砂眼或者焊瘤(如下图)1-2个,4mm以上的气孔、砂眼或者焊瘤2米
允许1-2个,板材厚度越厚,焊接表面相对更加光滑平整,厚板焊接是情况要打坡口焊接。(板材如有锈迹、油污或者因板材质问题都会导致焊缝不美观、不光洁,气孔、焊渣较多的现象。综上所述焊接工艺一般情况下是由原材料、焊接技能以及焊剂所决定。
锈迹:板材有锈迹先人工对有锈迹处焊缝进行打磨,然后在进行焊接 ,焊剂要球干燥质量要好,煜工师傅要对不同厚度板材进行调整电流 电压以及焊速。
工序
泰耀照明法兰:法兰材质一般是Q235,法兰大误差25丝(比如10mm,要达到9.75mm以上),法兰下料分为剪冲下料、等离子切割下料以及激光切割下料三种
泰耀照明煎冲下料:为常规下料工艺,一般采生煎板机及冲床下料,优点:,运行成本低(加工成木低)缺点:边缘不整齐有毛刺和缺角,不平整腰孔处一般有翘角现象,每块法兰之间误差较大,一致性差,中间焊接孔一般需要人工火焰切割,度差。
等离子切割:一般采用板材离子设备进行切割下料,优点:切割速度相对较快,边缘及腰孔及中心孔都比较光滑,相对。缺点:加工成本相对较高,四周及开孔处都有一定的坡度,板材越厚,坡度相对越明显。每块法兰的起火点(穿孔)都有一个小的豁口,有一定的刮渣,需要后期打磨处理。
泰耀照明激光下料:采用板材上激光设备进行下料,优点:效率较高,所有的切割孔都比较光滑平整垂直,加工成本较低。缺点:前期设备投入较大,板材厚度越高,需要激光功率越大。
喷塑工艺
泰耀照明喷塑:镀锌后杆件返厂-灯杆较直根据不同规格的丝牙进行攻牙,上螺栓--粗打磨(去锌渣360无死角打
磨,打磨后要求锌层均值厚度达到65um)-焊接拼接处或整杆刮高温腻子自然风干后再用气磨机精磨。
根据特定工艺要求可整杆进行水磨研磨抛光处理,确保杆件表面光滑平整,按所需颜色喷涂塑粉,检
查杆件喷涂表面是否有堆粉、积粉,确认好没问题,将喷好塑粉的灯杆送至烘箱内进行高温烘烤。炉
内温度一般为200-230°进行烘烤45分钟左右后出炉,然后冷却30多分钟左右,将其灯杆卸在格登上
进行全面检查,对有气泡、漏底、钉眼、堆粉、等瑕疵进行气磨修复处理(无特别要求,采用电脑调
漆修补即可,高标准的重新喷塑,采用油漆修补成本低、速度快,但会有色差,修补处耐候性差
再次喷塑修复,成本高,速度慢,无色差、耐候性好。
喷塑厚度均值厚80-120um(附着力较强),过厚影响附着力,喷塑附着力检测:百格检测(工具:百格刀)
并采用3M胶带,粘粘数次不易脱落