关键词 |
咸阳市电路灯,市电路灯价格,咸阳市电路灯,市电路灯报价 |
面向地区 |
全国 |
工序流程
绝缘测试→路灯安装→电气设备安装→试验、试压→自检竣工验收电气系统,按土建施工顺序,做好暗设电缆预埋线管,同时做好防预埋管堵塞的工作。
施工方法
绝缘测试:用摇表遥测线间及对地的绝缘电阻,检查电缆是否完好,有无漏电,各项测试值均应符合规范要求,遥测完毕,应将芯线对地放电。电缆端部应用橡皮包布密封后用胶布包好。
如何选择路灯
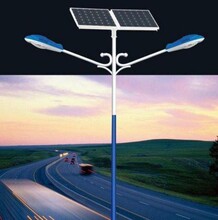
1.不同场景选择不同路灯。对于相对偏远的地区或者是环境较为复杂的地区,可以选择太阳能路灯;而对于市中心、交通干道等地区可以选择市电路灯。
2.考虑使用成本。如果希望降低使用成本,那么可以选择太阳能路灯;如果希望在夜间能够稳定亮度,可以选择市电路灯。
3.考虑灯具维护。如果希望灯具维护简便,那么可以选择太阳能路灯;如果环境相对复杂,对灯具的维护需要更的技能,那么可以选择市电路灯。
卷板开平--原材料检验无问题入库--出库--卷杆车间--裁剪下料--模压卷杆--砂纸打磨除锈--埋弧焊接--补焊打磨--整杆--相贯线切割下料(开门、开孔、断料、齐头)--平板激光下料--焊接制作(上工装、打样)--焊接方法:气保焊、氩弧焊、激光焊、电焊)--焊接工艺:外焊、内焊、点焊、分段焊、满焊、铆钉焊--打磨--热镀锌--喷塑--整杆--攻丝--打腻子--机械打磨--人工打磨 --粗磨 --精磨--喷涂--烘烤--出炉--检查--修复--检查--组装--检查--包装 (普通气泡袋+毛毡包装+法兰胶条+无纺布+包装薄膜、打木架、木托、装车、发货清单、到货签收)
泰耀照明预埋件的制作
采用Q235圆钢根据灯杆的高度、灯型计算预埋件尺寸下料(圆钢的长度 、直径)然后车牙(丝牙长度一般是6-10公分)
箍筋:一般是采用直径6-10mm的圆钢制作(根据预埋件的高度,分为2-3层)
面板:根据实际情况而定厚度采用3mm以上的钢板制作
弯钩:预埋件下口一般打往外的弯钩,弯钩的弧度一般不低于120度 长度在10公分以内
镀锌;根据客户需求一般冷镀比较多,热镀会损害丝牙
卷杆焊接
泰耀照明工序
卷杆:锥度比正常情况在千分之11-13,大千分比不超过9-15,否则变形量会很大
口径误差:锥度杆下口径一般在5mm左右,八角杆和12边形杆下口径一般5-10mm
泰耀照明焊接:薄板4mm以内,每米有气孔、砂眼或者焊瘤(如下图)1-2个,4mm以上的气孔、砂眼或者焊瘤2米
允许1-2个,板材厚度越厚,焊接表面相对更加光滑平整,厚板焊接是情况要打坡口焊接。(板材如有锈迹、油污或者因板材质问题都会导致焊缝不美观、不光洁,气孔、焊渣较多的现象。综上所述焊接工艺一般情况下是由原材料、焊接技能以及焊剂所决定。
锈迹:板材有锈迹先人工对有锈迹处焊缝进行打磨,然后在进行焊接 ,焊剂要球干燥质量要好,煜工师傅要对不同厚度板材进行调整电流 电压以及焊速。
焊接制作
泰耀照明焊接工艺分为气保焊 、氩弧焊、激光焊、电焊
焊接顺序:精工下料后根据不同的杆形先做工装,进行首件打样(参与人员有技术部负责人生产部负责人质检负责人及一线焊工组组长)。确认无误达标后方可进行批量生产。
泰耀照明打磨:一般采用角磨机、磨头钻进行人工打磨至光滑平整。