关键词 |
宁波中高杆灯,中高杆灯批发,中高杆灯批发,中高杆灯定制 |
面向地区 |
全国 |
泰耀照明法兰:法兰材质一般是Q235,法兰大误差25丝(比如10mm,要达到9.75mm以上),法兰下料分为剪冲下料、等离子切割下料以及激光切割下料三种
泰耀照明煎冲下料:为常规下料工艺,一般采生煎板机及冲床下料,优点:,运行成本低(加工成木低)缺点:边缘不整齐有毛刺和缺角,不平整腰孔处一般有翘角现象,每块法兰之间误差较大,一致性差,中间焊接孔一般需要人工火焰切割,度差。
等离子切割:一般采用板材离子设备进行切割下料,优点:切割速度相对较快,边缘及腰孔及中心孔都比较光滑,相对。缺点:加工成本相对较高,四周及开孔处都有一定的坡度,板材越厚,坡度相对越明显。每块法兰的起火点(穿孔)都有一个小的豁口,有一定的刮渣,需要后期打磨处理。
泰耀照明激光下料:采用板材上激光设备进行下料,优点:效率较高,所有的切割孔都比较光滑平整垂直,加工成本较低。缺点:前期设备投入较大,板材厚度越高,需要激光功率越大。
焊接制作
泰耀照明焊接工艺分为气保焊 、氩弧焊、激光焊、电焊
焊接顺序:精工下料后根据不同的杆形先做工装,进行首件打样(参与人员有技术部负责人生产部负责人质检负责人及一线焊工组组长)。确认无误达标后方可进行批量生产。
泰耀照明打磨:一般采用角磨机、磨头钻进行人工打磨至光滑平整。
泰耀照明电焊:电焊是指利用电能,通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的焊接方法。用于电焊的加工设备叫电焊机,采用焊条焊接,对焊工技术要求较高,不容易掌握。焊接水平高(如鱼鳞焊),无需打磨处理。泰耀照明通常使用的焊接工艺有打坡口焊接,阴焊(内焊)、阳焊(外焊)、铆钉焊、套焊、撞焊、拼焊、分段焊、均匀焊、点焊、满焊。
镀锌工艺
泰耀照明镀锌的作用是保护灯杆不受腐蚀,镀锌方式有热镀锌、 冷镀锌、渗锌。
热镀锌:(成品酸洗-水洗-加助镀液-烘干-挂镀-冷却 药化-清洗-打磨-热镀锌完工),要求
均值厚度达到85μm以上
纳米渗锌:(成品抛丸除锈处理-浸锌液-高温烘烤使钱辛液附着于杆件),锌层厚度均值30-35μm
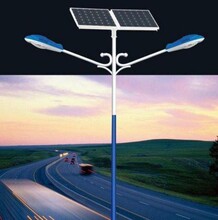
高杆灯一般是指15米以上钢制锥形灯杆和大功率组合式灯架构成的新型照明装置。它由灯头、内部灯具电气、杆体及基础部分组成。灯头造型可根据用户要求、周围环境、照明需要具体而定;内部灯具多由泛光灯和投光灯组成,光源采用NG400高压钠灯,照明半径达60米。杆体一般为棱锥形体结构,用钢板卷制而成,高度为15—40米,多为两到三节构成。
高杆灯,顾名思义,就是灯杆很高的灯。而中杆灯,就是灯杆高度比高杆灯矮,但比常规一般路灯要高的路灯。
高杆灯和中杆灯区别:
一:灯杆高度。高杆灯高度为15米-40米,中杆灯高度为12米-15米。
二:使用范围。高杆灯一般应用在广场、码头、车站等人流量大的大型区域,中杆灯则使用在高速路口、服务区、道路路口作灯光补偿。
三:光源配置。高杆灯按照照明需求光源发光角度为360度,光源安装的灯具跟中杆灯一样都是投光灯,常规有8头,12头,18头,36头,中杆灯光源配置一般较少,为局部区域照明,常规有双头、3头、4头,功率配置也要低于高杆灯。
四:升降系统:高杆灯由于高度高,为便于安装维护,都配有升降系统,而中杆灯则一般没有。
扬州泰耀照明有限公司位于中国路灯之乡道路交通设施制造基地、历史文化名城--江苏扬州。我公司从事户外照明路灯,高杆灯,交通信号灯、电子警察,道路反光标志牌、安防监控、标志标牌以及所配套杆件等各种道路交通设施器材及系列城市道路照明的研发,生产和销售。
公司目前有机器人自动焊接工艺、大型光纤相管线切割设备及下料等、自动化程度高的设备,同时自动化静电喷塑流水线取代了传统的人工喷塑。新技术的引入,不仅大大提高生产效率,而且产品的质量更加可靠与精细。泰耀照明在追求工艺的同时,依然不放过对细节的处理,励志让每一个客户满意!公司产品在满足的同时出口到欧美、加拿大、南非、东南亚,非洲等国家,受到了国内外客户广泛的认可。
回顾过去,展望未来,我们将继续以诚信为理念,服务为根本,提供给广大用户更好的产品和更完善的服务。也为企业发展奠定更稳固的根基,感谢各界的厚爱,感谢您一如既往的支持。