扬州泰耀照明有限公司
 第11年
第11年

 第11年
第11年 
第11年

来源:扬州泰耀照明有限公司 时间:2025-03-10 11:45:39 [举报]
泰耀照明法兰:法兰材质一般是Q235,法兰大误差25丝(比如10mm,要达到9.75mm以上),法兰下料分为剪冲下料、等离子切割下料以及激光切割下料三种
泰耀照明煎冲下料:为常规下料工艺,一般采生煎板机及冲床下料,优点:,运行成本低(加工成木低)缺点:边缘不整齐有毛刺和缺角,不平整腰孔处一般有翘角现象,每块法兰之间误差较大,一致性差,中间焊接孔一般需要人工火焰切割,度差。
等离子切割:一般采用板材离子设备进行切割下料,优点:切割速度相对较快,边缘及腰孔及中心孔都比较光滑,相对。缺点:加工成本相对较高,四周及开孔处都有一定的坡度,板材越厚,坡度相对越明显。每块法兰的起火点(穿孔)都有一个小的豁口,有一定的刮渣,需要后期打磨处理。
泰耀照明激光下料:采用板材上激光设备进行下料,优点:效率较高,所有的切割孔都比较光滑平整垂直,加工成本较低。缺点:前期设备投入较大,板材厚度越高,需要激光功率越大。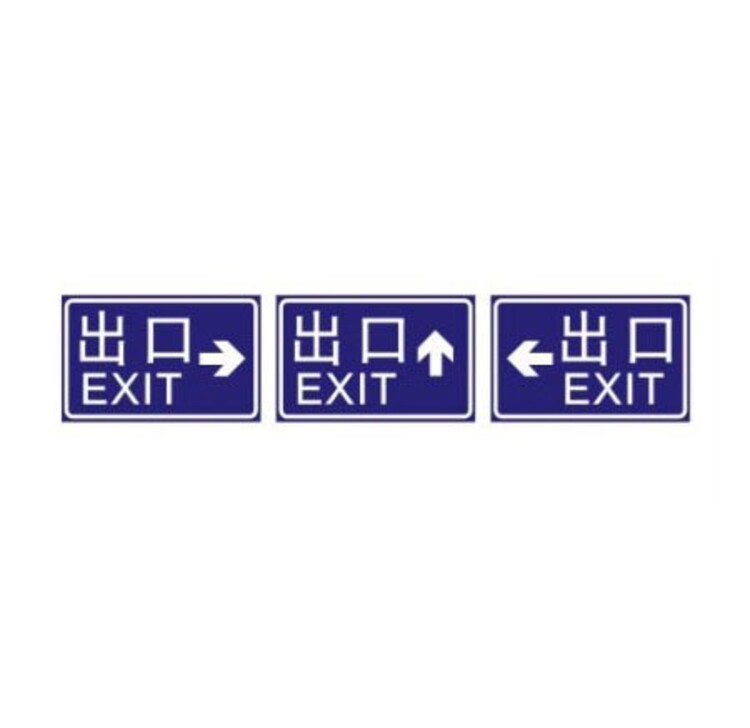
焊接制作
泰耀照明焊接工艺分为气保焊 、氩弧焊、激光焊、电焊
焊接顺序:精工下料后根据不同的杆形先做工装,进行首件打样(参与人员有技术部负责人生产部负责人质检负责人及一线焊工组组长)。确认无误达标后方可进行批量生产。
泰耀照明打磨:一般采用角磨机、磨头钻进行人工打磨至光滑平整。
泰耀照明喷塑:镀锌后杆件返厂-灯杆较直根据不同规格的丝牙进行攻牙,上螺栓--粗打磨(去锌渣360无死角打
磨,打磨后要求锌层均值厚度达到65um)-焊接拼接处或整杆刮高温腻子自然风干后再用气磨机精磨。
根据特定工艺要求可整杆进行水磨研磨抛光处理,确保杆件表面光滑平整,按所需颜色喷涂塑粉,检
查杆件喷涂表面是否有堆粉、积粉,确认好没问题,将喷好塑粉的灯杆送至烘箱内进行高温烘烤。炉
内温度一般为200-230°进行烘烤45分钟左右后出炉,然后冷却30多分钟左右,将其灯杆卸在格登上
进行全面检查,对有气泡、漏底、钉眼、堆粉、等瑕疵进行气磨修复处理(无特别要求,采用电脑调
漆修补即可,高标准的重新喷塑,采用油漆修补成本低、速度快,但会有色差,修补处耐候性差
再次喷塑修复,成本高,速度慢,无色差、耐候性好。
喷塑厚度均值厚80-120um(附着力较强),过厚影响附着力,喷塑附着力检测:百格检测(工具:百格刀)
并采用3M胶带,粘粘数次不易脱落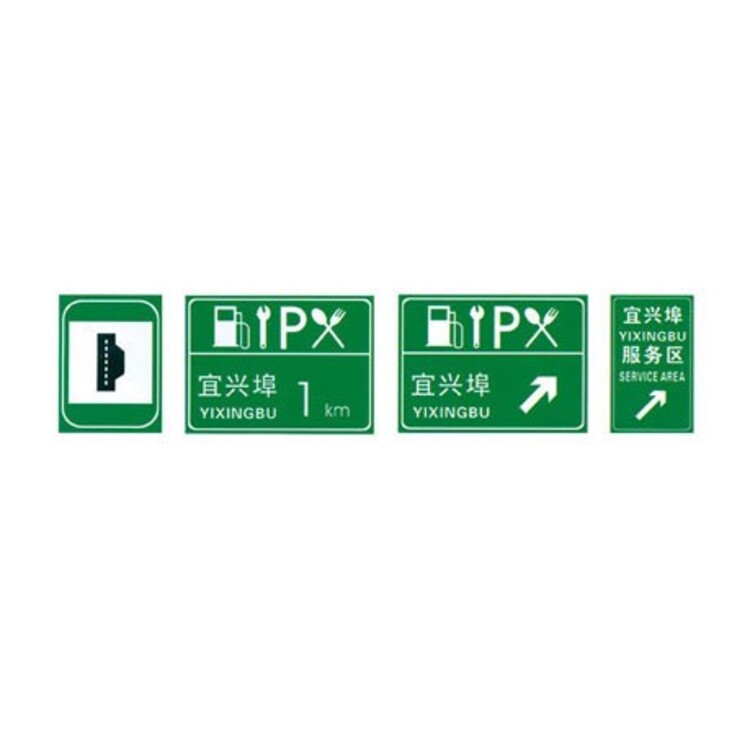
材料:铝板,反光膜 ,铝槽 制作各种规格标志牌;铝板酸洗产品说明:易安装,,高反光警示效果好,广泛用于道路标志及停车场.
标志牌按用途分类
安全标志牌、电力标志牌、消防标志牌、卡通标志牌、疏散标志牌。
道路标志牌有几种
禁令标志牌、警告标志牌、旅游标志牌、限速标志牌、指示标志牌、反光标志牌、安全标志牌。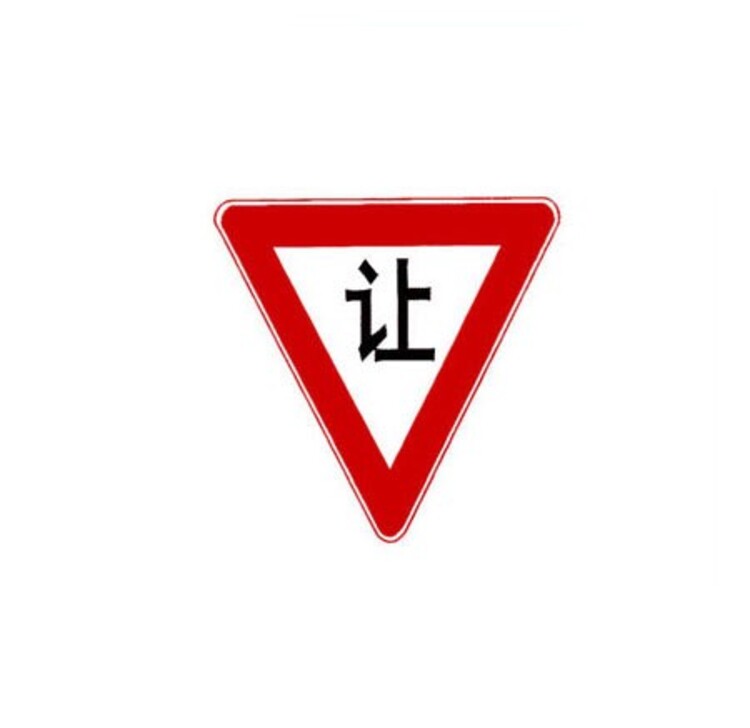
指路标志牌的颜色除里程碑、百米桩、公路界牌外,普通路途为蓝底、白图案。外形除地点辨认标志外,均为长方形和正方形。 里程碑、百米桩和公路界碑均属指路标志。里程碑设在国道上时颜色为白底、红字;设在省道上时颜色为白底、蓝字;设在县、乡道上时颜色一概为白底、黑字。公路界碑的颜色不分路途性质,一概为白底、黑字。 辅佐标志是附设在主标志下,起辅佐阐明作用的标志。
指路标志牌的分类
指路标志牌可以根据不同的分类标准进行划分。按照用途和功能,可以分为以下几类:
1. 地点指示标志:用于指示目的地的方向和距离,如距离某商场200米。
2. 道路指示标志:用于指示道路名称和方向,如前方右转到达某景区。
3. 旅游指示标志:用于指示旅游景点名称、方向和距离,如距离长城500米。
4. 高速公路指示标志:用于指示高速公路名称、出口编号和距离,如前方出口可到达上海。
5. 交通信息标志:用于提供交通信息和管理措施的提示,如前方施工请减速慢行。
制作流程
指路标志牌的制作流程一般包括以下步骤:
(1)设计:根据使用环境和功能需求,进行标志牌的设计和图形绘制。
(2)选材:选择合适的材料,如铝合金板、反光膜等。
(3)加工:将材料加工成所需形状和大小,并进行表面处理。
(4)贴膜:将反光膜贴在标志牌上,确保粘贴平整、无气泡。
(5)安装:将标志牌安装在位置,确保牢固、稳定。
符号:交通标志牌上的符号也有特定的含义。这些符号通常是根据国际标准制定的,以便在不同国家和地区之间进行统一的交通指示。例如,交叉路口的符号表示交叉路口的方向和车道划分;停车让行的符号表示车辆需要停车让行;限速的符号表示该路段的限速值等。
标签:双河标志牌,标志牌杆件,双河标志牌,标志牌定制