
临夏中高杆灯安装,多种颜色可供选择

泰耀照明工序
卷杆:锥度比正常情况在千分之11-13,大千分比不超过9-15,否则变形量会很大
口径误差:锥度杆下口径一般在5mm左右,八角杆和12边形杆下口径一般5-10mm
泰耀照明焊接:薄板4mm以内,每米有气孔、砂眼或者焊瘤(如下图)1-2个,4mm以上的气孔、砂眼或者焊瘤2米
允许1-2个,板材厚度越厚,焊接表面相对更加光滑平整,厚板焊接是情况要打坡口焊接。(板材如有锈迹、油污或者因板材质问题都会导致焊缝不美观、不光洁,气孔、焊渣较多的现象。综上所述焊接工艺一般情况下是由原材料、焊接技能以及焊剂所决定。
锈迹:板材有锈迹先人工对有锈迹处焊缝进行打磨,然后在进行焊接 ,焊剂要球干燥质量要好,煜工师傅要对不同厚度板材进行调整电流 电压以及焊速。
精工下料
焊接制作
泰耀照明焊接工艺分为气保焊 、氩弧焊、激光焊、电焊
焊接顺序:精工下料后根据不同的杆形先做工装,进行首件打样(参与人员有技术部负责人生产部负责人质检负责人及一线焊工组组长)。确认无误达标后方可进行批量生产。
泰耀照明打磨:一般采用角磨机、磨头钻进行人工打磨至光滑平整。
镀锌工艺
泰耀照明镀锌的作用是保护灯杆不受腐蚀,镀锌方式有热镀锌、 冷镀锌、渗锌。
热镀锌:(成品酸洗-水洗-加助镀液-烘干-挂镀-冷却 药化-清洗-打磨-热镀锌完工),要求
均值厚度达到85μm以上
纳米渗锌:(成品抛丸除锈处理-浸锌液-高温烘烤使钱辛液附着于杆件),锌层厚度均值30-35μm
泰耀照明喷塑:镀锌后杆件返厂-灯杆较直根据不同规格的丝牙进行攻牙,上螺栓--粗打磨(去锌渣360无死角打
磨,打磨后要求锌层均值厚度达到65um)-焊接拼接处或整杆刮高温腻子自然风干后再用气磨机精磨。
根据特定工艺要求可整杆进行水磨研磨抛光处理,确保杆件表面光滑平整,按所需颜色喷涂塑粉,检
查杆件喷涂表面是否有堆粉、积粉,确认好没问题,将喷好塑粉的灯杆送至烘箱内进行高温烘烤。炉
内温度一般为200-230°进行烘烤45分钟左右后出炉,然后冷却30多分钟左右,将其灯杆卸在格登上
进行全面检查,对有气泡、漏底、钉眼、堆粉、等瑕疵进行气磨修复处理(无特别要求,采用电脑调
漆修补即可,高标准的重新喷塑,采用油漆修补成本低、速度快,但会有色差,修补处耐候性差
再次喷塑修复,成本高,速度慢,无色差、耐候性好。
喷塑厚度均值厚80-120um(附着力较强),过厚影响附着力,喷塑附着力检测:百格检测(工具:百格刀)
并采用3M胶带,粘粘数次不易脱落
配置
1.灯杆为八棱、十二棱、十八棱锥形杆体,由高强度钢板经剪制、折弯、自动焊接成形,一般高度有25、30、35、40等规格,设计大抗风能力可达60米/秒,每种规格由3至4节插接组成。配法兰钢底盘,直径1米至1.2米,厚30mm至40mm。
2.功能性以框架结构为主,也有以装饰性为主材料以钢通、钢管为主,灯杆、灯盘采用热浸锌处理。
3.电动升降系统由电动马达、卷扬机、三组热浸镀锌控钢丝绳及电缆等组成。灯杆体内安装,升降速度为每分钟3至5米。
4.导向、卸荷系统由导向轮和导向臂组成,确保灯盘在升降过程中不会发生横向移动,灯盘上升到位时,能将灯盘自动脱落并由挂钩锁定。
5.照明电器系统设6—24盏400w—1000w金卤(白光)、投光、泛光灯具,电脑时控器可自动控制开关灯时间及部分照明或全照明。
6.防雷系统:灯顶加装1.5米长避雷针,地下基础装1根1米长接地线并与地下螺栓焊接。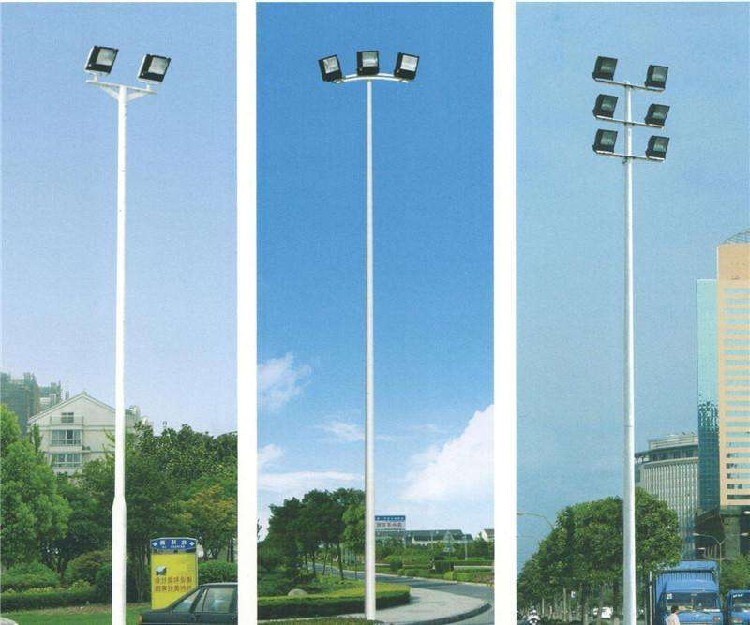
升降式高杆灯所有灯具的密封等级为IP65国际标准,以防止尘土、雨水的浸入,灯泡的使用寿命。灯具的材料一般采用耐腐蚀性好的铝合金板和不绣钢。
我们平时说的高杆灯,其实根据用途是千差万别的,根据不同使用场合对高杆灯的分类和叫法各不一样。比如码头用的,叫做码头高杆灯,广场用的,叫做广场高杆灯,以此命名的有港口高杆灯,机场高杆灯,防爆高杆灯,不锈钢高杆灯等等。通常认为超过15米的路灯杆,就叫高杆灯,15-40米不等,常用的是15米、18米、20米、25米、30米这5种规格常见。其他的一般都是客户要求设计具体的高度,这个也就是我们常说的按高度来划分的高杆灯。









