
枣庄信号灯,道路交通信号灯杆厂家

感应控制是在交叉口进口道上设置车辆检测器,交通信号灯配时方案由计算机或智能化信号控制机计算,可随检测器检测到的车流信息而随时改变的一种控制方式。感应控制的基本方式是单个交叉口得感应控制,简称单点控制感应控制。单点感应控制随检测器设置方式的不同可分为半感应控制和全感应控制。
把交通系统作为一个不确定系统,能够连续测量其状态,如车流量、停车次数、延误时间、排队长度等,逐渐了解和掌握对象,把他们与希望的动态特性进行比较,并利用差值以改变系统的可调参数或产生一个控制,从而不论环境如何变化,均可使控制效果达到优或次优控制的一种控制方式。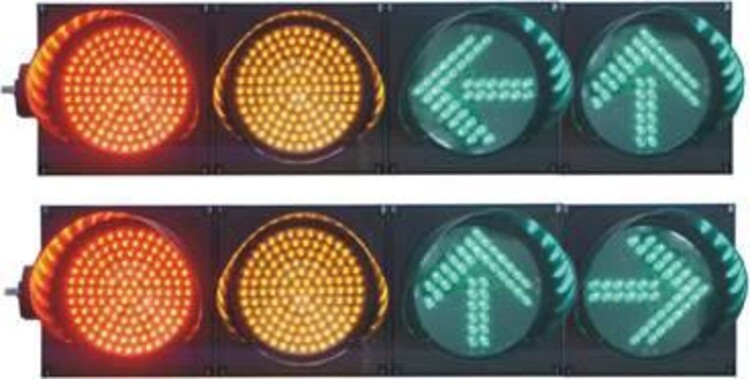
人行横道信号灯表示:
(一)绿灯亮时,准许行人通过人行横道;
(二)红灯亮时,禁止行人进入人行横道,但是已经进入人行横道的,可以继续通过或者在道路中心线处停留等候。
车道信号灯表示:
(一)绿色箭头灯亮时,准许本车道车辆按指示方向通行;
(二)红色叉形灯或者箭头灯亮时,禁止本车道车辆通行。
方向指示信号灯的箭头方向向左、向上、向右分别表示左转、直行、右转。
闪光警告信号灯为持续闪烁的黄灯,提示车辆、行人通行时注意瞭望,确认安全后通过。
道路与铁路平面交叉道口有两个红灯交替闪烁或者一个红灯亮时,表示禁止车辆、行人通行;红灯熄灭时,表示允许车辆、行人通行。
产品特点:
1、高透光率透明面罩,阻燃,防紫外。
2、光源采用高亮LED。
3、可定制调光功能。
4、整灯寿命超过10年,抗振动、抗风压>145km/h。
5、产品通过公安部交通安全产品质量监督中心检测,符合人民共和国GB14887-2011的要求。
6、产品通过CE、TUV、EN12368认证。
7、双重密封,外壳防护等级:IP55。
泰耀照明法兰:法兰材质一般是Q235,法兰大误差25丝(比如10mm,要达到9.75mm以上),法兰下料分为剪冲下料、等离子切割下料以及激光切割下料三种
泰耀照明煎冲下料:为常规下料工艺,一般采生煎板机及冲床下料,优点:,运行成本低(加工成木低)缺点:边缘不整齐有毛刺和缺角,不平整腰孔处一般有翘角现象,每块法兰之间误差较大,一致性差,中间焊接孔一般需要人工火焰切割,度差。
等离子切割:一般采用板材离子设备进行切割下料,优点:切割速度相对较快,边缘及腰孔及中心孔都比较光滑,相对。缺点:加工成本相对较高,四周及开孔处都有一定的坡度,板材越厚,坡度相对越明显。每块法兰的起火点(穿孔)都有一个小的豁口,有一定的刮渣,需要后期打磨处理。
泰耀照明激光下料:采用板材上激光设备进行下料,优点:效率较高,所有的切割孔都比较光滑平整垂直,加工成本较低。缺点:前期设备投入较大,板材厚度越高,需要激光功率越大。
泰耀照明电焊:电焊是指利用电能,通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的焊接方法。用于电焊的加工设备叫电焊机,采用焊条焊接,对焊工技术要求较高,不容易掌握。焊接水平高(如鱼鳞焊),无需打磨处理。
泰耀照明通常使用的焊接工艺有打坡口焊接,阴焊(内焊)、阳焊(外焊)、铆钉焊、套焊、撞焊、拼焊、分段焊、均匀焊、点焊、满焊。









